Do Small Modular Plants Fit in a World of Megaplants?
05 | 06 | 2026
8 visualizações
Sulphuric acid plants have been growing in capacity over recent decades. Thirty years ago, a plant with a capacity of 2000 MTPD was considered large. Currently, plants with more than 4500 MTPD are becoming more common. In the current scenario, is there interest in plants with a capacity of 100–250 MTPD?
While large metallurgical complexes and fertilizer industrial complexes require large‑scale production of sulphuric acid for pollution control and as a process input, small consumers face difficulties in logistics for acquiring and in the reliability of sulphuric acid supply.
A sulphuric acid consumer in Brazil, Kalium Mineração, decided to build its own sulphuric acid plant instead of buying acid. Because of its remote location, the decision was made to acquire a 150 MTPD modular plant.
This alternative provides greater flexibility and reduced dependence on acid procurement by Kalium, an important input in its production process. Logistical cost advantages and input cost savings are also impactful factors, since there is a substitution of sulphur for acid as the basic input.
Other gains are associated with this alternative, such as reduced fuel expenses for generating the steam required in the process, since steam is a co‑product of the modular sulphuric acid plant.
Economic and strategic advantages have proven favorable for using the concept of more compact plants, with minimal investment and productive capacity sufficient to meet local demand or self‑consumption. This alternative could be applied in Brazil among the many medium‑scale sulphuric acid consumers.
The Plant
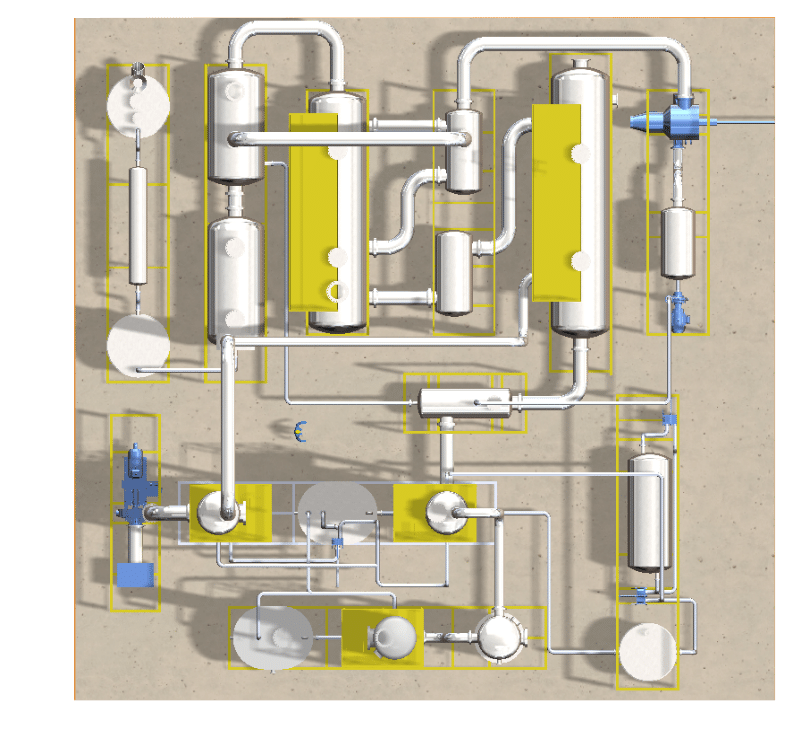
Clark Solutions designed a plant with sulphur burning capacity of 150 MTPD sulphuric acid of the simple absorption type with a peroxide scrubber. According to the site structure, the choice was to build the plant in a modular way, interconnecting the modules after installation.
The plant consists of 9 (nine) modules, each with dimensions smaller than a 40‑foot container:
- 01 Sulphur melting and filtration module: consists of a melting and filtration tank and a sulphur filter designed to process more than 2 tons per hour of solid sulphur.
- 01 Acid circulation module: consists of a stainless steel tank for acid circulation, drying tower, absorption tower, and piping.
- 01 Compression module: with a blower.
- 01 Sulphur burning module: a lined horizontal furnace with fixed injection nozzles followed by a boiler. Saturated steam at 10 bar is produced for process consumption.
- 01 Conversion module #1: furnace gases are fed into an oblong 2‑pass converter designed with CFD.
- 01 Conversion module #2: gases from converter #1 are fed into converter #2 of similar dimensions. The cooling of the passes is done with dilution air. The gas from the converter is cooled in a boiler before being fed to the absorption tower.
- 02 Boiler modules: the boilers are positioned after the conversion passes to generate steam at 10 bar.
- 01 H₂O₂ Scrubber module: the simple absorption arrangement does not allow conversions much above 98.5%. The unconverted SO₂ is directed to a plastic peroxide scrubber, producing diluted acid. This acid is consumed as plant dilution.
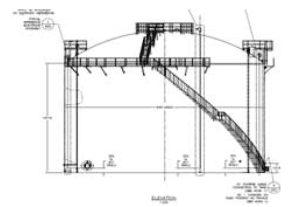
The area required by Kalium’s acid plant is small. With open space to facilitate maintenance and operation access, with large corridors between modules, the total area required by the plant is less than 500 m².

This model allows the plant to be (de)commissioned according to production needs and within logistical planning between different units. In the case of permanent shutdown, the plant can be easily transported to another production unit.
Adding more modules also allows increasing the production capacity of a unit at lower costs and field interventions compared to a conventional plant.
Operation
The acid plant presents high integration with the process, supplying the acid and steam needs of Kalium’s operation. Without the acid plant, Kalium would need to buy acid on the market and burn fuel to generate steam.
Because it is a simple absorption plant with a scrubber, there is consumption of H₂O₂ as the absorption agent to produce weak acid, providing emissions below 100–200 ppm and turn‑down below 50%, since there is no intermediate circuit to affect the thermal balance of the conversion beds. The plant operates without gas‑gas heat exchangers.
")
An interesting approach under evaluation, given the demand for 10 bar steam, is the use of the patented indirect energy recovery system by Clark Solutions, the SAFEHR®.
In SAFEHR®, concentrated acid (99.0–99.5%) at 200 °C is used to absorb SO₃ in the absorption tower. This acid, due to the heat of reaction, heats up to about 220 °C and is cooled in a 310SS heat exchanger while heating Clark Solutions’ proprietary fluid, CS 270.
The fluid is totally inert to acid and water, so in a leakage event there is no risk of catastrophic corrosion propagation as occurs in cases of acid dilution leaks in conventional systems. In fact, as the leak will not involve an increase and there will be no dilution or heating of the acid, the plant can even operate with the acid leaking into the system with the fluid, allowing a planned shutdown for maintenance without emergency shutdowns. The system includes a special drainage system that allows separation of acid or water from the fluid, which are immiscible.
SAFEHR® consists of:
A lower SO₃ absorption bed with hot acid, generating heat in a temperature range that allows utilization of the heat in generating steam at 10 bar;
An upper bed with cold to moderate acid, condensing acid vapors and SO₃ from the lower bed and reducing the gas temperature sent to the scrubber;
A collector tray to avoid mixing hot and cold acid;
A system of heat exchangers with intermediate thermal fluid circulation to avoid contact between acid and water, keeping the system free of corrosion and hydrogen explosion risk.
The other SAFEHR® components are similar to those used in conventional absorption towers, except for the material used in 310SS.
SAFEHR® provides an increase in steam generation of about 40%, and for each ton of acid, SAFEHR® can produce an additional 0.5 ton of steam. In addition to increased steam generation, SAFEHR® also reduces the requirement for cooling water that would be used in a conventional absorption tower.
")
Benefits
By‑products: steam is a co‑product of the process and a valuable input. The scrubber can also be designed to produce different co‑products such as ammonium sulfate, sodium sulfate, and others.
Reduced transport cost: transport, especially in remote locations, has significant economic impact. The acid plant reduces the transport volume by about 3 times and also reduces associated risks. Acid transport accidents are more dangerous and damaging than solid sulphur transport accidents.
Lower storage cost: sulphur can be stored in open piles and consumed as required, whereas acid requires large tanks and associated maintenance and risks.
Construction safety: the modular concept reduces inherent risks of field construction. Modules can be manufactured under much more controlled and safer conditions.
Construction quality: modules are manufactured and tested at the factory to ensure superior quality.
Conclusion
Although sulphuric acid plants have increasingly larger capacities, small modular plants will continue to find applications for those who need 50–250 MTPD of acid for their own consumption, also benefiting from the steam or energy generated in such plants.